For info please contact Sara Román lab4@regemat3d.com
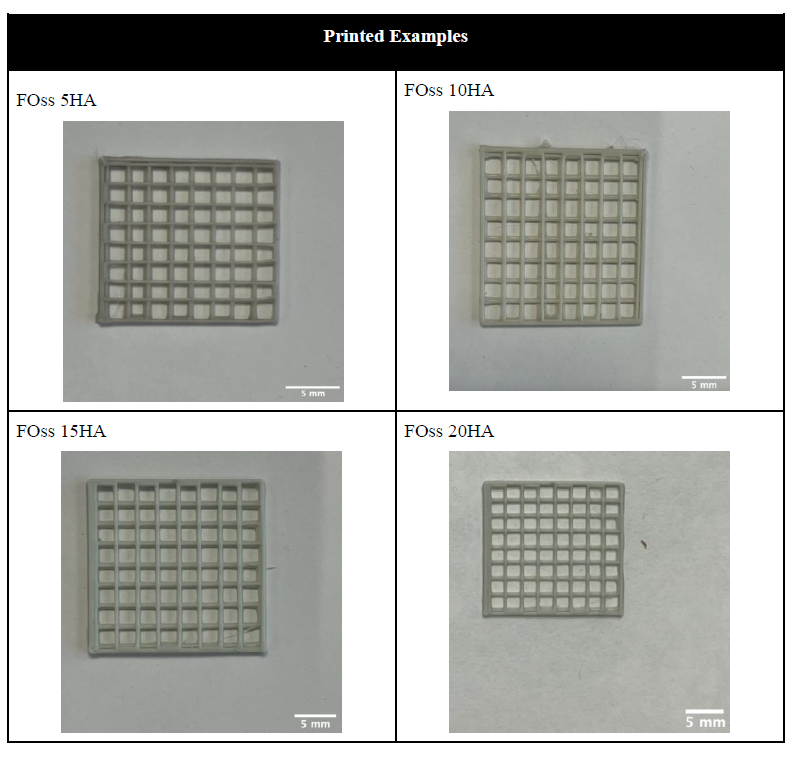
PLA (polylactic acid) filaments enriched with hydroxyapatite exhibit ideal attributes for 3D printing bioactive scaffolds with applications in tissue engineering and bone regeneration. Hydroxyapatite, a key component of human bone tissue, imparts osteoconductive properties and enhances the biocompatibility of the scaffolds, making them particularly suitable for biomedical applications. By incorporating different concentrations of hydroxyapatite (5, 10, 15, and 20%) into the PLA filament, the mechanical and bioactive properties of the printed scaffolds can be tailored to meet specific tissue regeneration needs.
These scaffolds not only provide a physical structure for cell growth but also facilitate cellular integration and new tissue formation through the controlled release of calcium and phosphate ions. Once printed, cells can be directly added to the scaffold surface or embedded in a hydrogel that is injected into the scaffold’s pores. Subsequently, the 3D constructs can be mechanically stimulated to assess the effects of these stimuli on cell behavior (cell proliferation, cell migration, cell differentiation, etc.) through biomimicry.
The PLA filament enriched with hydroxyapatite used in this protocol is compatible with REGEMAT 3D bioprinting systems, ensuring high resolution and reproducibility in scaffold generation. The following protocol describes a method for fabricating scaffolds with these characteristics, optimizing their properties for specific applications in tissue engineering and bone regeneration.
Materials
- COLFEED FOss HA line filaments
Equipment required
- REGEMAT 3D Bio V1 or REG4Life bioprinters
- Filament extruder
- PC with REGEMAT 3D Designer software
Methods
- Turn on the bioprinter, connect it to the PC and launch REGEMAT 3D Designer software. Click “Connect” button.
- Select “Hotend Dual Extruder” in the header configuration and proceed with its calibration.
- Load the biomaterial in the filament extruder head.
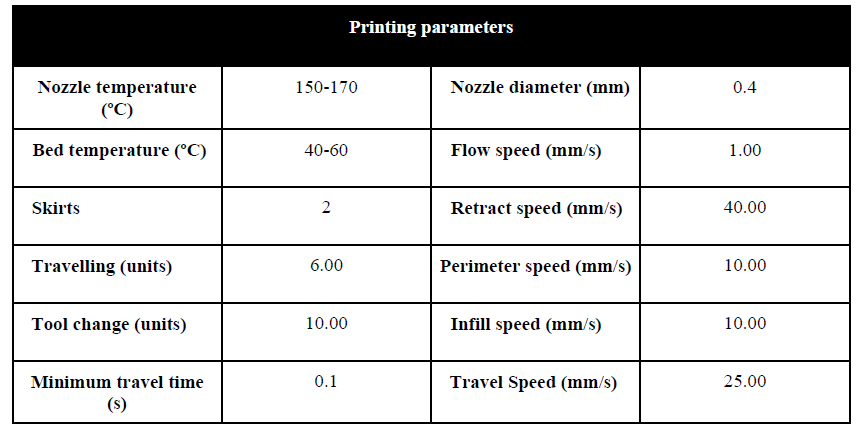
- Heat the nozzle at the melting temperature of the material which in this case is between 150 and 170°C.
- Heat glass bed between 40 and 60 ºC
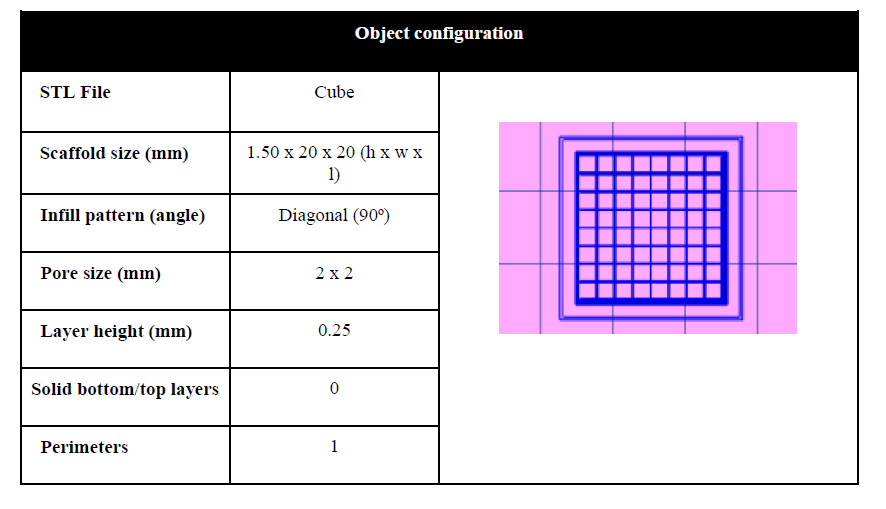
- Load the .stl file with the 3D design of the desired 3D structure to print, select extra and object configurations and proceed to print on the glass bed.
Clarifications
- This protocol has been tested using a 0.4 mm nozzle, therefore the use of another nozzle could imply the change of some parameters.
- Cleaning the glass bed with EtOH 70% before printing will ensure a better adherence of the material.
Recommendations of extra and object configuration
For info please contact Sara Román lab4@regemat3d.com
| Number | Category | Product | Amount |
|---|
6 thoughts on “LAB METHODS FOss-HA line”